

در این مقاله قصد داریم انواع روش های تست جوش مخرب و غیر مخرب را بیان کرده و توضیح دهیم، همچنین این روش ها را باهم مقایسه کرده و کاربرد هر کدام را بیان می کنیم.
جوش یکی از مهمترین فرآیندهای تولید در صنایع مختلف است. برای اطمینان از کیفیت جوش، لازم است که جوشها به طور دقیق تست شوند. تست جوش، فرآیندی است که برای شناسایی و ارزیابی عیوب جوش انجام میشود.
روشهای مختلفی برای تست جوش وجود دارد. هر یک از این روشها، مزایا و معایبی دارند و برای کاربردهای خاصی مناسب هستند.
در این مقاله، به انواع روشهای تست جوش و مزایا و معایب هر یک از این روشها میپردازیم. همچنین، روشهای تست جوش با اسپری PT و اسپری MT را به طور کامل توضیح میدهیم.
انواع تست جوش
روش های تست جوش را میتوان به دو دسته کلی تقسیم کرد:
- روشهای تست غیر مخرب (NDT): این روشها، هیچ گونه آسیبی به جوش وارد نمیکنند.
- روشهای تست مخرب (DT): این روشها، باعث آسیب به جوش میشوند.
تست جوش غیر مخرب (NDT)
روشهای تست غیر مخرب، یکی از رایجترین روشهای تست جوش هستند. این روشها، مزایای زیادی دارند، از جمله:
- ایمن هستند و هیچ گونه آسیبی به جوش وارد نمیکنند.
- سرعت بالایی دارند.
- هزینه نسبتاً کمی دارند.
برخی از مهمترین روشهای تست غیر مخرب جوش عبارتند از:
تست جوش چشمی VT
بازرسی چشمی ابتدایی ترین و رایج ترین روش کنترل کیفیت در جوشکاری است. این روش، سادهترین روش تست جوش است. در این روش، جوش به صورت چشمی بررسی میشود تا از عدم وجود عیوب سطحی مانند ترک، تخلخل و ناهمواری اطمینان حاصل شود. موارد قابل تشخیص در این تست عبارت اند از:
- ترکهای سطحی
- تخلخل سطحی
- ناپیوستگی لبهها
- سوختگی کناره جوش
- ناصافی سطح جوش
- پاشش جوش (Spatter)
- اندازه و شکل نادرست جوش (زیر جوش، بالای جوش و…)
از مزایای روش بازرسی چشمی (VT) میتوان به هزینه پایین و سرعت بالای اجرا آن اشاره کرد. این روش به راحتی در محل پروژه قابل اجراست و میتواند هم برای بازرسی اولیه و هم برای بازرسی نهایی مورد استفاده قرار گیرد. همچنین بازرسی چشمی قابلیت ترکیب با سایر روش های NDT را دارد و میتواند بهعنوان مکملی مؤثر در فرآیند کنترل کیفیت عمل کند. با این حال، محدودیتهایی نیز برای این روش وجود دارد. بازرسی چشمی تنها قادر به شناسایی عیوبی است که بهصورت قابل مشاهده روی سطح ظاهر شدهاند، بنابراین عیوب زیرسطحی یا ریز که با چشم دیده نمیشوند، قابل تشخیص نیستند.
تست جوش مایع نافذ (PT)
این روش برای تشخیص ترک و ناپیوستگی های باز سطحی استفاده میشود. در این روش، از یک مایع رنگی یا فلورسنت استفاده میشود. مایع نافذ، از طریق عیوب سطحی جوش نفوذ میکند و پس از خشک شدن، با استفاده از یک آشکارساز (Developer)، عیوب جوش مشخص میشوند. مراحل انجام این تست به صورت زیر است:
- تمیز کردن سطح
- اعمال مایع نافذ
- خشک شدن
- پاکسازی سطح
- آشکار ساز
- بازرسی چشمی
تست مایعات نافذ (PT) حساسیت بالایی به ترکهای سطحی ریز دارد و میتواند برای انواع مختلف مواد شامل فلزات، سرامیک و پلاستیک مورد استفاده قرار گیرد. علاوه بر این، هزینه اجرای آن نسبتاً پایین است و به دلیل سادگی آن، آموزش و استفاده از آن برای افراد تازهکار نیز امکانپذیر است.
یکی از مهمترین محدودیت های این روش این است که تنها برای شناسایی عیوب باز مناسب است و نمیتواند عیوب داخلی یا زیرسطحی را تشخیص دهد.

تست جریان مغناطیسی (MT)
در این روش، از یک میدان مغناطیسی استفاده میشود. میدان مغناطیسی، در اطراف عیوب جوش ایجاد میشود و این عیوب را میتوان با استفاده از یک آشکارساز، شناسایی کرد. اگر عیبی (مثل ترک) در مسیر میدان باشد، خطوط میدان مغناطیسی دچار نشت (Leakage) شده و ذرات مغناطیسی به آن محل جذب میشوند و عیب نمایان میگردد. موارد قابل تشخیص در این تست عبارت انداز:
- ترکهای سطحی
- ترکهای کمعمق زیرسطحی
- ناپیوستگیهای ناشی از تنش یا خستگی
این روش بسیار حساس به عیوب سطحی و نیمهسطحی است و میتواند نتایج سریع و قابل تفسیر آسانی ارائه دهد. علاوه بر این، تست ذرات مغناطیسی برای انواع مختلف موقعیت های جوش قابل استفاده است و میتواند در بسیاری از موارد به شناسایی ترک ها و ناپیوستگی ها کمک کند. با این حال، محدودیتهایی نیز دارد. این روش تنها برای مواد فرومغناطیسی مانند فولاد و چدن مناسب است و نمیتوان از آن برای مواد غیر فرومغناطیسی استفاده کرد. همچنین، نیاز به تجهیزات مغناطیسیساز دارد که هزینه و زمان بیشتری را به فرآیند اضافه میکند.
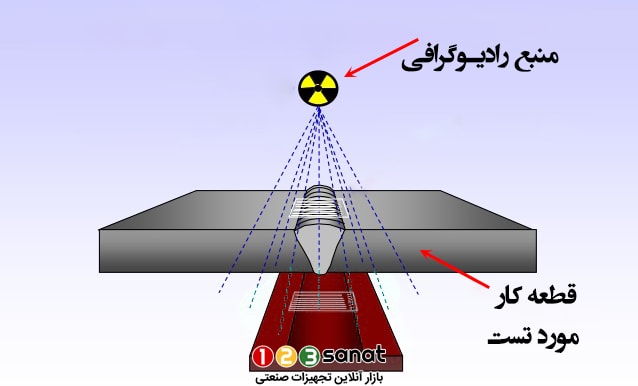
تست رادیوگرافی (RT)
در این روش، از اشعه ایکس یا اشعه گاما استفاده میشود. اشعه ایکس یا گاما، از طریق جوش عبور میکند و عیوب جوش را میتوان با استفاده از یک فیلم یا صفحه حساس به اشعه، شناسایی کرد. در این روش، یک فیلم حساس به اشعه در پشت قطعه قرار داده میشود و اشعه رادیویی از یک طرف قطعه عبور داده میشود. بخشهایی از قطعه که دارای عیوب مانند ترکها، حفرهها، ناپیوستگیها و دیگر عیوب داخلی هستند، اشعه را به میزان متفاوتی جذب میکنند، بنابراین یک تصویر واضح از ساختار داخلی قطعه بر روی فیلم ثبت میشود.
تست التراسونیک (UT)
در این روش، از امواج صوتی با فرکانس بالا استفاده میشود. امواج صوتی، از طریق جوش عبور میکنند و عیوب جوش را میتوان با استفاده از یک آشکارساز، شناسایی کرد. تست آلتراسونیک یک روش پیشرفته برای شناسایی عیوب داخلی و عمقی است. اگر امواج با ناپیوستگی داخلی برخورد کنند، بخشی از امواج بازتاب شده و با استفاده از دستگاه قابل تشخیص است. از جمله کاربرد های این تست:
- شناسایی ترکهای داخلی
- تشخیص تخلخل یا حفرههای گازی درون جوش
- کنترل کیفیت جوشهای ضخیم و حساس
- اندازهگیری ضخامت قطعه
استفاده از تست جوش التراسونیک به افراد با تجربه و متخصص نیاز دارد تا نتایج صحیحی به دست آید. همچنین، این روش نسبت به زبری سطح و شکل هندسی قطعه حساس است، و اگر سطح قطعه خیلی زبر باشد یا شکل هندسی آن پیچیده باشد، ممکن است دقت نتایج کاهش یابد.

مقایسه تست های غیر مخرب جوش
| ویژگیها | VT (چشمی) | PT (مایع نافذ) | MT (ذرات مغناطیسی) | UT (فراصوت) | RT (رادیوگرافی) |
|---|---|---|---|---|---|
| نوع عیب قابل تشخیص | سطحی | سطحی باز | سطحی و نیمهسطحی | داخلی و عمیق | داخلی و عمیق |
| دقت | متوسط | بالا | بالا | بسیار بالا | بسیار بالا |
| هزینه | پایین | پایین | متوسط | بالا | بسیار بالا |
| مواد قابل بازرسی | همه | اکثر مواد جامد | فقط فرومغناطیسی | همه مواد | اکثر مواد (فلزی و غیرفلزی) |
| نیاز به مهارت خاص | کم تا متوسط | متوسط | متوسط | بالا | بسیار بالا |
| قابلیت انجام در محل | بله | بله | بله | بله (با تجهیزات) | خیر (نیاز به آزمایشگاه) |
| خطرات و ایمنی | کم | کم | کم | کم | زیاد (اشعه مضر) |
روش تست جوش مخرب
روشهای بازرسی و تست مخرب جوش، در مواردی که سایر روشهای تست غیر مخرب قادر به شناسایی عیوب جوش نیستند، استفاده میشوند. این روشها، معایبی نیز دارند، از جمله:
- باعث آسیب به جوش میشوند.
- سرعت پایینی دارند.
- هزینه نسبتاً بالایی دارند.
برخی از مهمترین روشهای تست مخرب جوش عبارتند از:
- تست چکش زنی: در این روش، از یک چکش برای بررسی جوش استفاده میشود. اگر جوش دارای عیوب باشد، صدای خاصی هنگام چکش زنی تولید میشود.
- تست خراش: در این روش، از یک جسم تیز برای خراش دادن جوش استفاده میشود. اگر جوش دارای عیوب باشد، ترک یا تخلخلی در سطح جوش ایجاد میشود.
- تست کشش: در این روش، نمونه جوش تحت کشش قرار میگیرد و مقاومت آن در برابر کشش بررسی میشود. اگر جوش دارای عیوب باشد، مقاومت آن در برابر کشش کاهش مییابد.
- تست ضربه: در این روش، نمونه جوش تحت ضربه قرار میگیرد و مقاومت آن در برابر ضربه بررسی میشود. اگر جوش دارای عیوب باشد، مقاومت آن در برابر ضربه کاهش مییابد.
ویژگی های تست جوش غیر مخرب
تست مایع نافذ (PT)
ایمن و غیر مخرب است.
سرعت بالایی دارد.
هزینه نسبتاً کمی دارد.
فقط قادر به شناسایی عیوب سطحی جوش است.
در برخی از موارد، ممکن است عیوب سطحی جوش به طور کامل با مایع نافذ پر نشوند و قابل شناسایی نباشند.
تست جریان مغناطیسی (MT)
قادر به شناسایی عیوب سطحی و زیر سطحی جوش است.
سرعت بالایی دارد.
در برخی از موارد، ممکن است عیوب جوش به طور کامل شناسایی نشوند.
در جوشهایی که از مواد غیر مغناطیسی استفاده شده است، قابل استفاده نیست.
تست رادیوگرافی (RT)
قادر به شناسایی عیوب سطحی و زیر سطحی جوش است.
دقیق است.
خطرناک است.
هزینه نسبتاً بالایی دارد.
سرعت پایینی دارد.
تست التراسونیک (UT)
قادر به شناسایی عیوب سطحی و زیر سطحی جوش است.
دقیق است.
ایمن است.
سرعت پایینی دارد.
هزینه نسبتاً بالایی دارد.
انتخاب روش تست جوش
چک لیست بازرسی و تست پیش از شروع جوشکاری
پیش از آغاز عملیات جوشکاری، لازم است تمامی نقشهها، مدارک فنی و دستورالعملها با دقت مرور شوند تا هرگونه تغییر احتمالی یا نکات فنی خاص مشخص شود. همچنین باید اطمینان حاصل شود که تمامی مواد مصرفی شامل فلز پایه، مواد پرکننده و سایر ملزومات با آنچه در نقشهها و مشخصات فنی ذکر شده مطابقت دارند. وضعیت فیزیکی و سلامت قطعاتی که قرار است جوشکاری روی آنها انجام شود، باید بهدقت بررسی شود. محیط کار باید کاملاً تمیز، عاری از آلودگی و آماده برای جوشکاری باشد و ابزارها و تجهیزات مورد استفاده نیز باید از نظر عملکرد و کالیبراسیون (در صورت نیاز) بررسی شوند. همچنین باید تأیید شود که اپراتور جوش دارای گواهینامه معتبر و صلاحیت فنی لازم برای انجام کار موردنظر است. در صورت نیاز به پیشگرمایش، منبع گرمایی مناسب نیز باید آماده باشد.
چکلیست بازرسی در حین جوشکاری
در حین فرآیند جوشکاری، رعایت کامل اصول ایمنی و استفاده صحیح از تجهیزات حفاظتی باید تحت کنترل مداوم قرار گیرد. شرایط فنی نظیر جریان الکتریکی، ولتاژ، تکنیک جوشکاری، دمای قطعه و سایر پارامترهای حیاتی باید بهصورت پیوسته پایش شوند. هر پاس جوش باید بهصورت جداگانه مورد بازبینی قرار گیرد تا از کیفیت آن اطمینان حاصل شود. علاوه بر آن، بازرس باید بهدنبال هرگونه نشانه ظاهری از نقص یا ناهنجاری باشد که میتواند نشاندهنده بروز مشکل در روند جوشکاری باشد.
چکلیست بازرسی پس از اتمام جوشکاری
پس از اتمام جوشکاری، اولین گام بررسی بصری جوش برای شناسایی ناپیوستگیها، ترکها یا دیگر عیوب سطحی است. در صورت لزوم، میتوان از سایر روشهای آزمون غیرمخرب مانند تست مایعات نافذ، ذرات مغناطیسی یا التراسونیک جهت ارزیابی عیوب زیرسطحی استفاده کرد. اندازه و طول جوشها باید با مشخصات فنی تطبیق داده شود. همچنین در صورتی که عملیات حرارتی پس از جوش (PWHT) در دستور کار باشد، باید بررسی شود که این فرآیند بهدرستی انجام شده است.
کلام آخر
روش تست جوش مناسب، باید با توجه به عوامل مختلفی مانند نوع جوش، اندازه جوش، مواد جوشکاری و کاربرد جوش، انتخاب شود. در برخی از موارد، ممکن است لازم باشد از ترکیبی از روشهای مختلف تست جوش استفاده شود تا اطمینان حاصل شود که تمام عیوب جوش شناسایی میشوند.
در مجموع، روشهای تست غیر مخرب، به دلیل مزایایی مانند ایمنی، سرعت و هزینه کم، در اغلب موارد، روشهای ترجیحی برای تست جوش هستند. با این حال، در برخی از موارد، ممکن است لازم باشد از روشهای تست مخرب استفاده شود تا عیوب جوش به طور دقیق شناسایی شوند.
